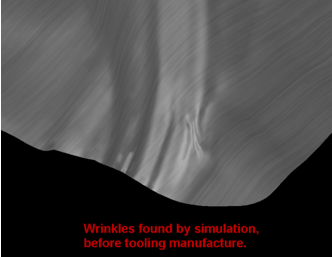
The predicted results.
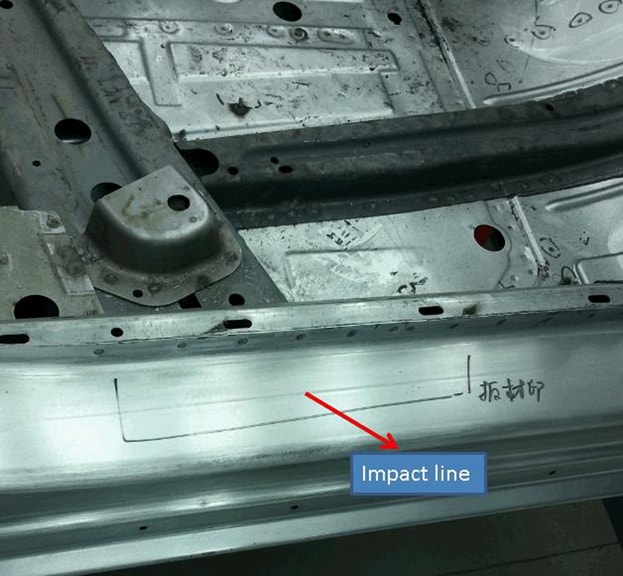
Wrinkle defect in sheet metal.
Phenomena of instability which appear during the process of deformation compression instability being one of them.
In sheet metal forming a blank sheet is subjected to plastic deformation using forming tools to achieve the designed shape.
For noncircular sheet metal parts the maximum diameter is sometimes used.
This restraining action is largely applied through friction.
On the sheet supplies a blank holding force which controls the metal flow.
The flange of the blank undergoes radial drawing stress and tangential compressive stress during the stamping process which sometimes results in wrinkles.
Among the limited publications of investigating formability of sheet metal considering wrinkling defect research efforts have mainly focused on the determination of sheet and tube bending formability.
One of the primary defects that occurs in deep drawing operations is the wrinkling of sheet metal material generally in the wall or flange of the part.
Sheet metal forming wrinkling deep drawing experimentation finite element method date received.
Excessive flow may lead to wrinkles 2 within the part.
The most common sheet metal stamping defects are also the easiest to predict using advanced simulation software such as autoform.
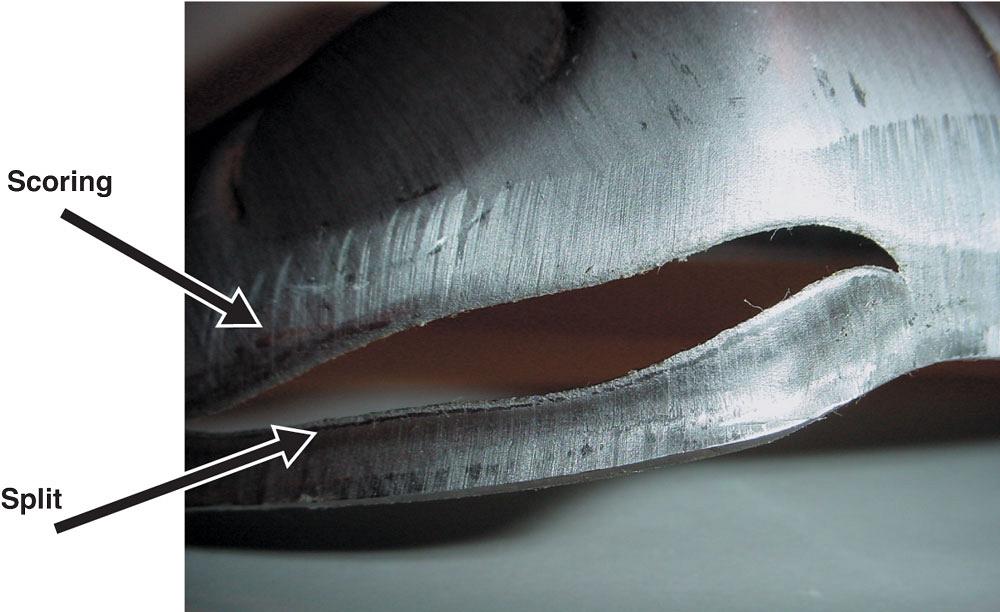
Failure of sheet metal parts during deep drawing processes usually takes place in the form of wrinkling or.
Choosing the wrong size blank under estimating the number of forming tools required or encountering an unexpected wrinkle or split can be very costly if only discovered during first physical tool tryout.
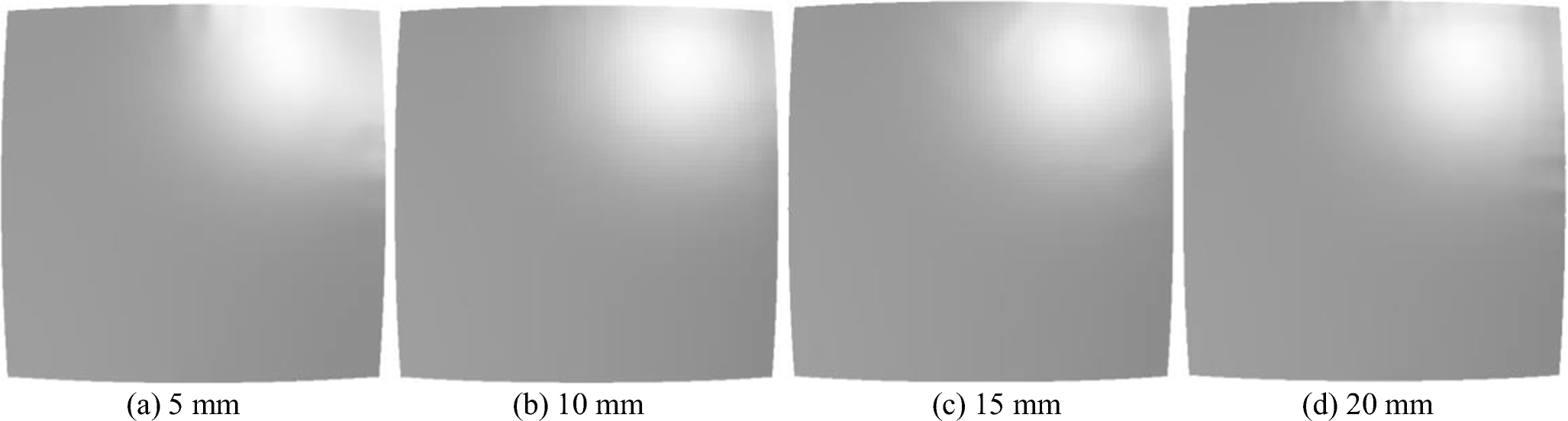
Thickness to diameter ratio is a main factor used to quantify the geometry of a blank and can be calculated by t d b.
Sheet metal thickness is an important aspect of deep drawing process design.
Thickness is represented by t and d b is the diameter of the blank.
During this process the blank sheet will develop defects if the process parameters are not selected properly.